本页导航
广告链接
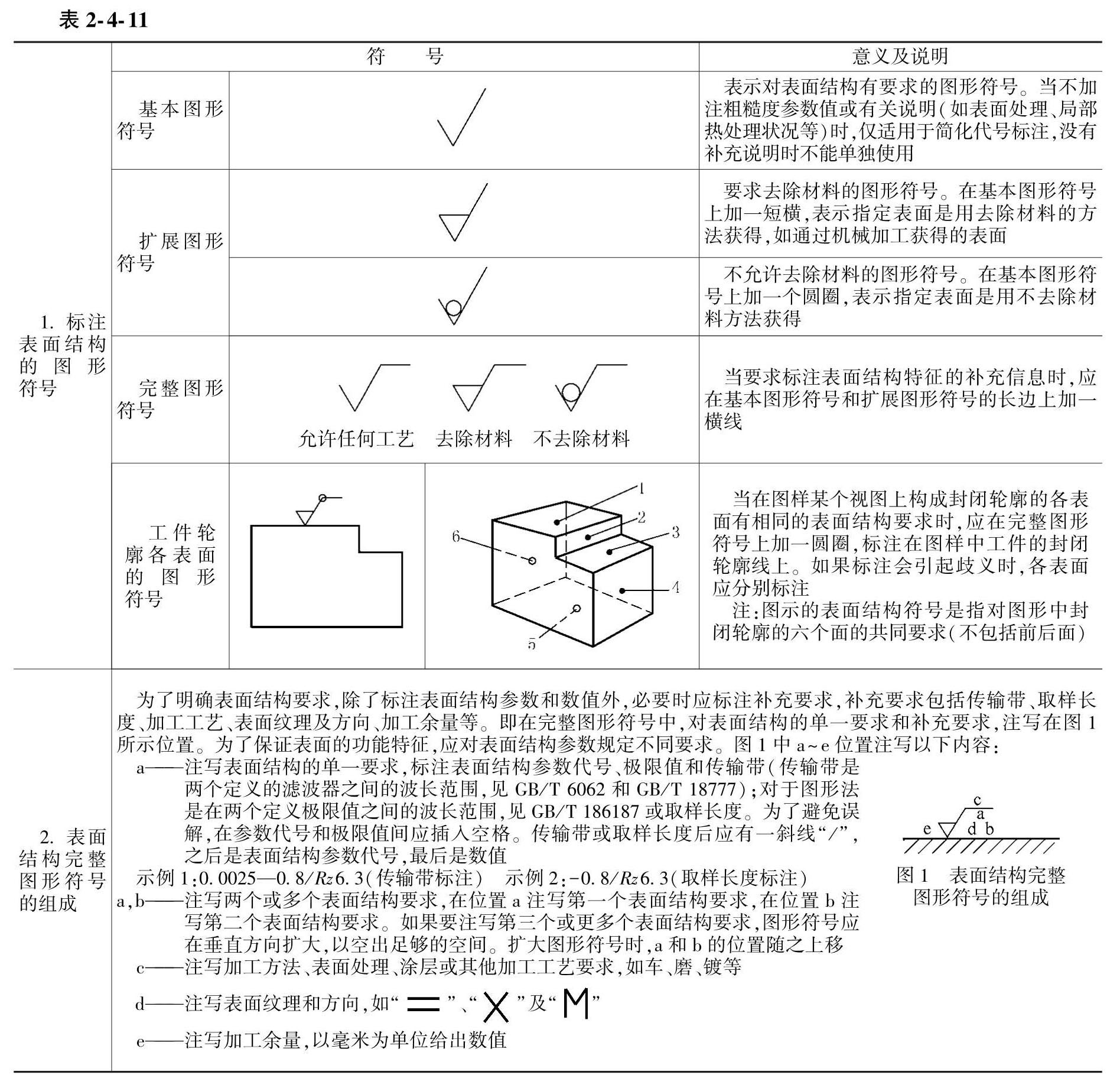
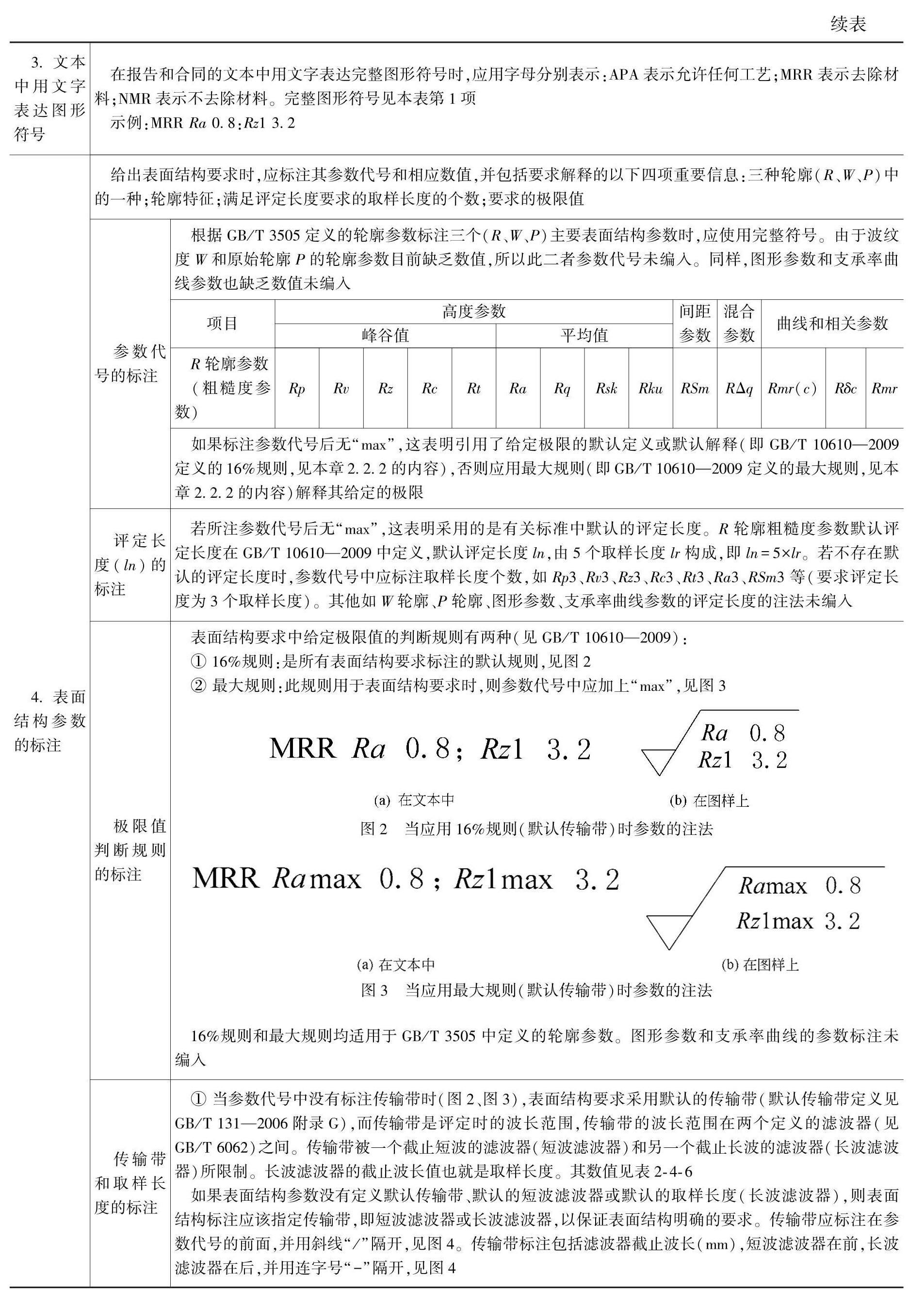
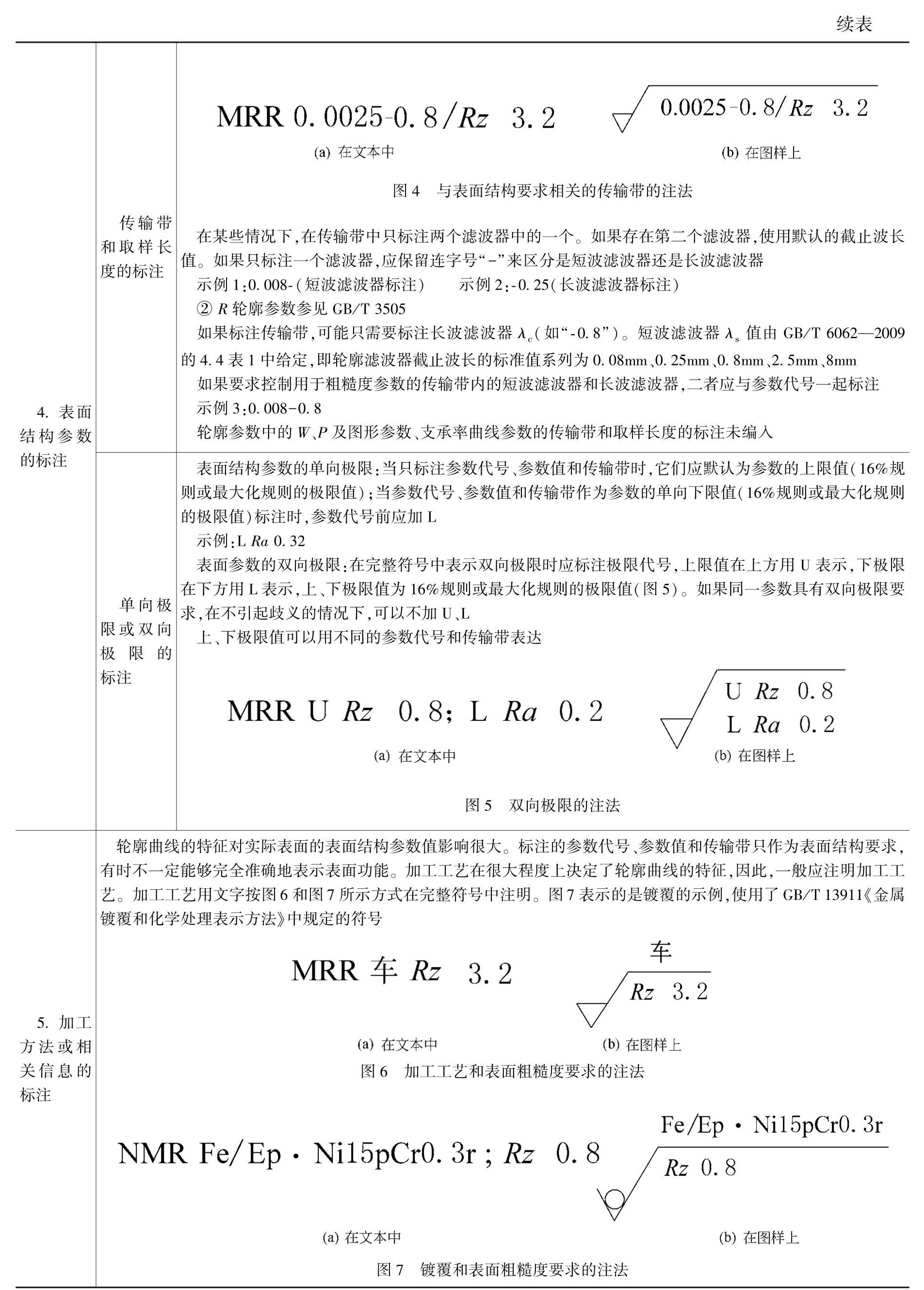
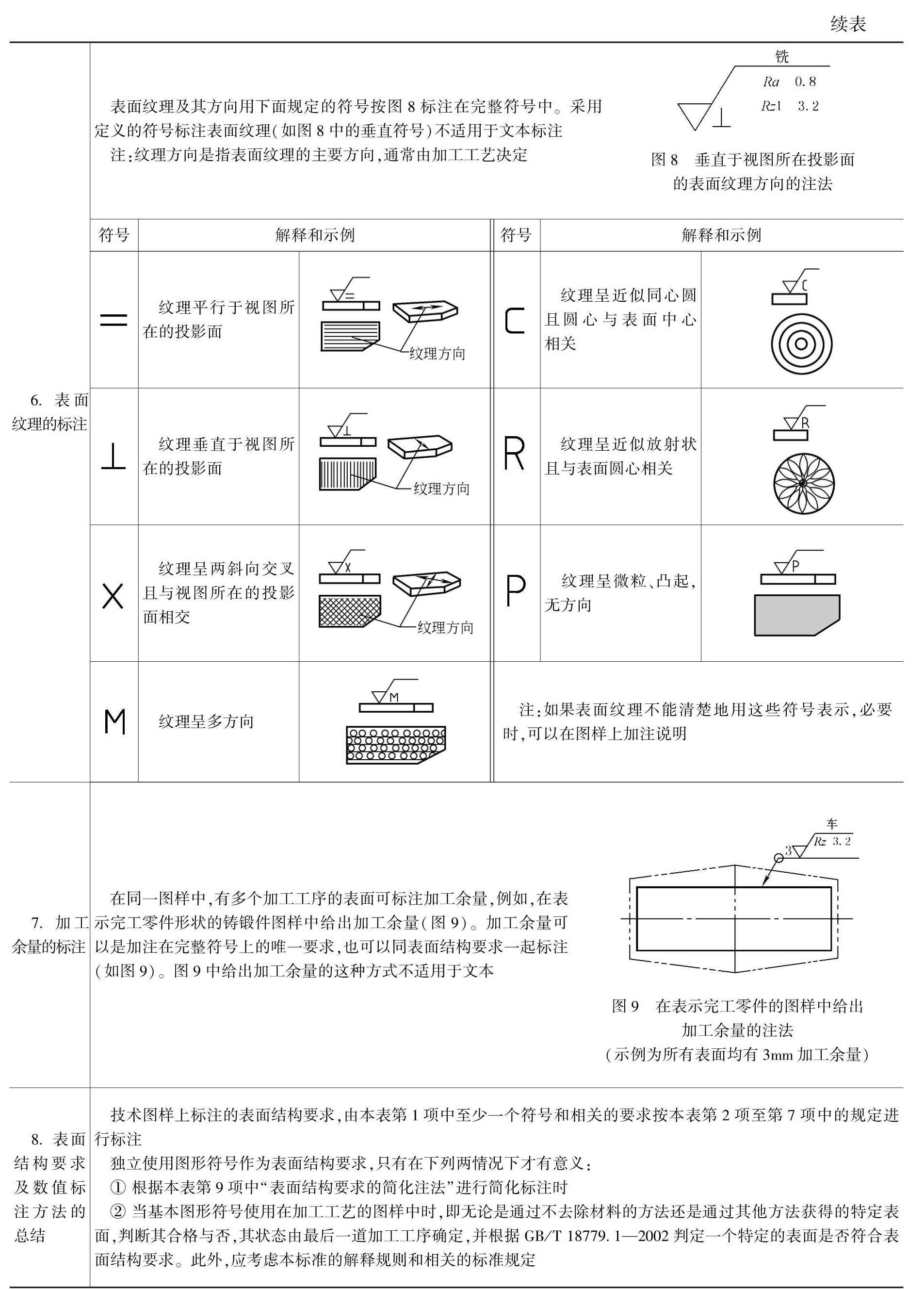
表面结构(粗糙度)符号、代号及其参数的标注方法(摘自GB/T 131)
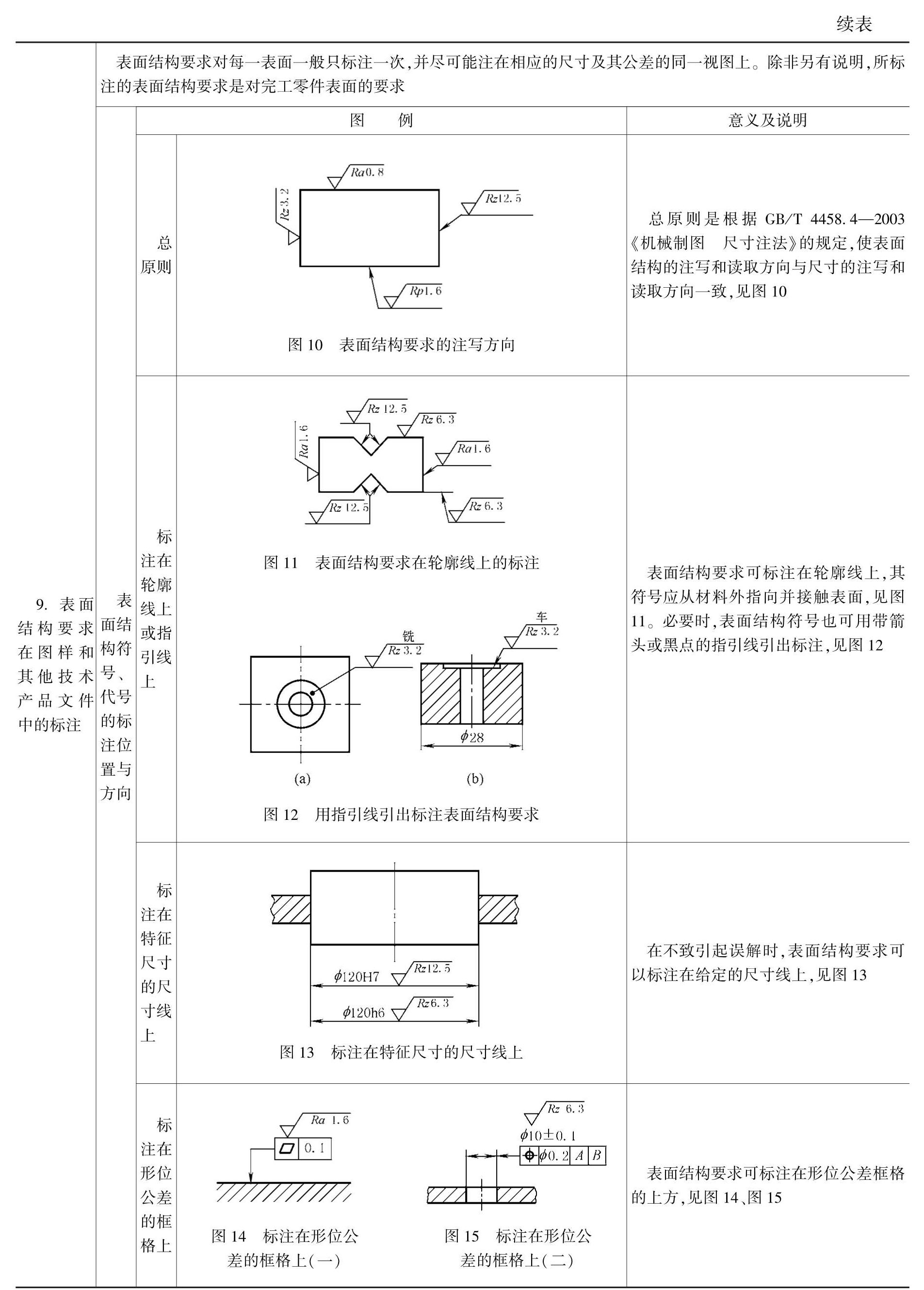
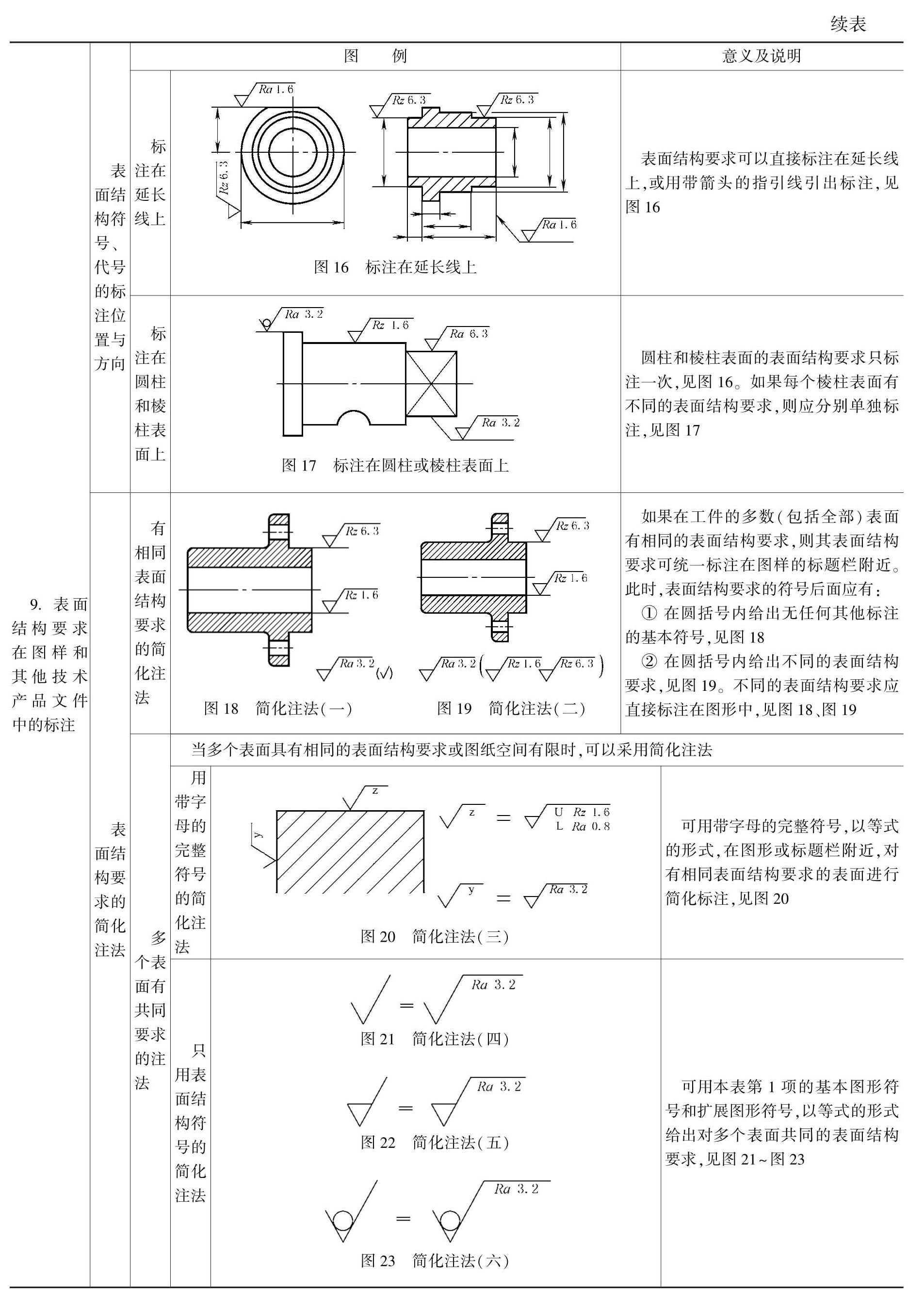
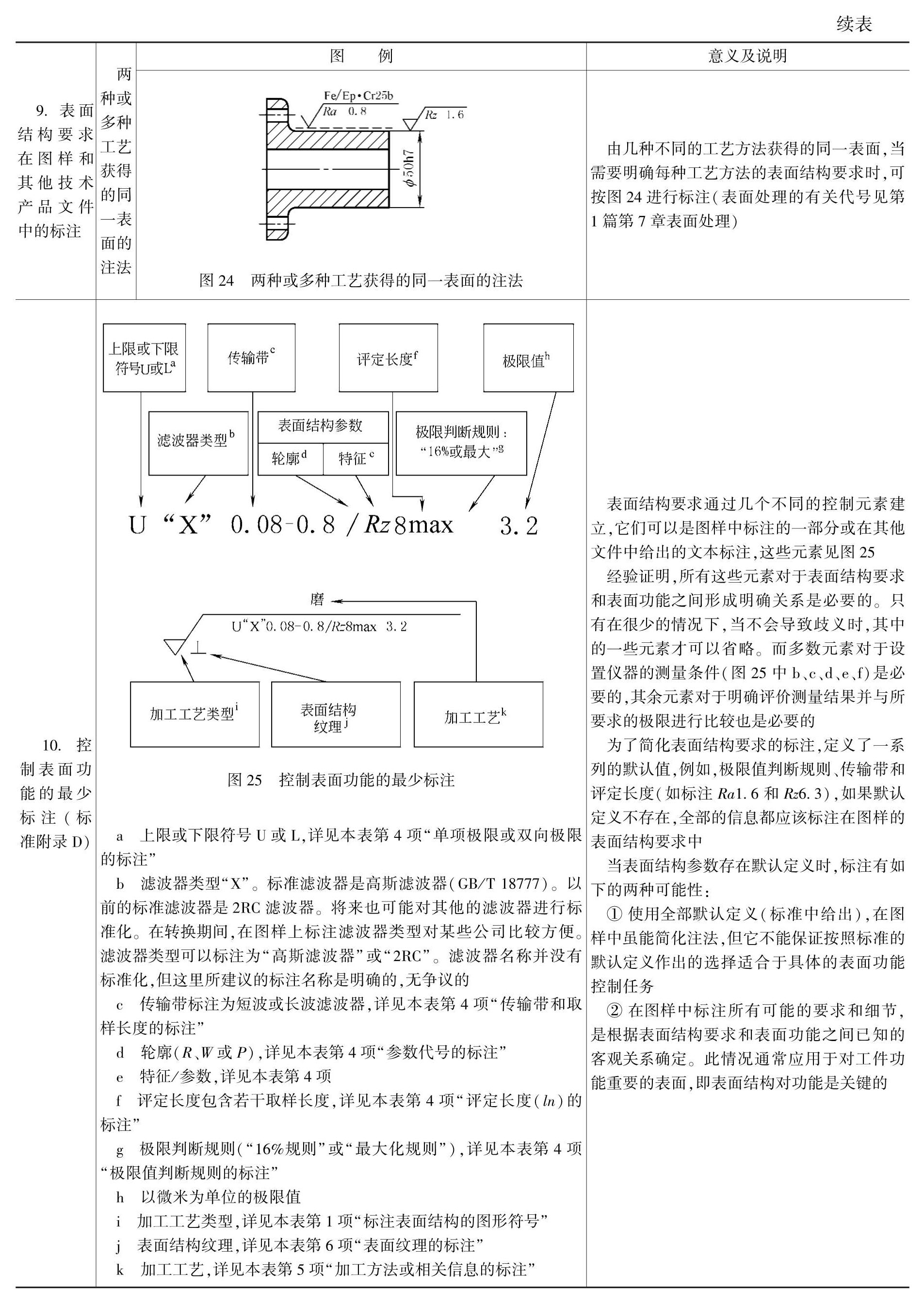
标注表面结构的方法(摘自GB/T 131-2006)
表面粗糙度符号、代号及其参数的标注方法(摘自GB/T 131-1993)
注:当允许在表面粗糙度参数的所有实测值中超过规定值的个数少于总数的16%时,应在图样上标注表面粗糙度参数的上限值或下限值,当要求在表面粗糙度参数的所有实测值中不得超过规定值时,应在图样上标注表面粗糙度参数的最大值或最小值。
| 表面粗糙度符号及意义 | 表面粗糙度高度参数的标注 | ||||
|---|---|---|---|---|---|
| 符号 | 意义及说明 | Ra | Rz、Ry | ||
| 代号 | 意义 | 代号 | 意义 | ||

|
基本符号,表示表面可用任何方法获得。当不加注粗糙度参数值或有关说明(例如:表面处理、局部热处理状况等)时,仅适用于简化代号标注 |

|
用任何方法获得的表面粗糙度,Ra的上限值为3.2μm |

|
用任何方法获得的表面粗糙度,Ry的上限值为3.2μm |

|
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm |

|
用不去除材料方法获得的表面粗糙度,Rz的上限值为200μm | ||

|
基本符号加一短划,表示表面是用去除材料的方法获得。例如:车、铣、钻、磨、剪、切、抛光、腐蚀、电火花加工、气剖等 | ||||

|
用不去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm |

|
用去除材料方法获得的表面粗糙度,Rz的上限值为3.2μm,下限值为1.6μm | ||

|
基本符号加一小圆,表示表面是用不去除材料的方法获得。例如:铸、锻、冲压变形、热轧、冷轧、粉末冶金等。或者是用于保持原供应状况的表面(包括保持上道工序的状况) | ||||

|
用去除材料方法获得的表面粗糖度,Ra的上限值为3.2μm,Ra的下限值为1.6μm |

|
用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm,Ry的上限值为12.5μm | ||

|
用任何方法获得的表面粗糙度,Ra的最大值为3.2μm |

|
用任何方法获得的表面粗糙度,Ry的最大值为3.2μm | ||

|
在上述三个符号的长边上均可加一横线,用于标注有关参数和说明 | ||||

|
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm |

|
用不去除材料方法获得的表面粗糙度,Ry的最大值为200μm | ||

|
用不去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm |

|
用去除材料方法获得的表面粗糖度,Rz的最大值为3.2μm,最小值为1.6μm | ||

|
在上述三个符号上均可加一小圆,表示所有表面具有相同的表面粗糙度要求 | ||||

|
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ra的最小值为1.6μm |

|
用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Ry的最大值为12.5μm | ||
| 表面粗糙度数值及其有关规定在符号中注写的位置 |

|
a1、a2──粗糙度高度参数代号及其数值(μm) b──加工要求、镀覆、涂覆、表面处理或其他说明等 c──取样长度(mm)或波纹度(μm) d──加工纹理方向符号 e──加工余量(mm) f──粗糙度间距参数值(mm)或轮廓支承长度率 |
|||

